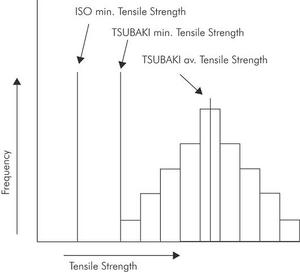
1. Độ bền kéo tối thiểu theo tiêu chuẩn ISO
Đây là độ bền kéo tối thiểu do ISO xác định. Nếu xích con lăn không đạt tải trọng kéo dưới giá trị này thì nó không vượt qua tiêu chuẩn.
2. Độ bền kéo tối thiểu theo tiêu chuẩn Tsubaki
Đây là giá trị tối thiểu được xác định bởi các qui trình thống kê tại Tsubaki. Nếu xích con lăn bị gãy ở tải trọng kéo dưới giá trị này, nó không vượt qua tiêu chuẩn của Tsubaki. Tiêu chuẩn Tsubaki cao hơn tiêu chuẩn ISO.
3. Độ bền kéo trung bình theo tiêu chuẩn Tsubaki
Đây là số đọc trọng tải sau một thời gian dài thử nghiệm độ bền kéo thực tế của một lượng lớn các sợi xích. Tất nhiên, khi bất kỳ sợi xích nào bị đứt, giá trị này có thể cao hơn hoặc thấp hơn, vì vậy không đại diện cho một giá trị đảm bảo.
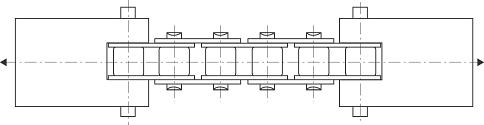
4. Phương pháp kiểm tra độ bền kéo
Như hình dưới đây, một xích con lăn có tối thiểu năm mắt xích được cố định ở cả hai đầu bằng các khe hở và kéo căng cho đến khi xảy ra đứt gãy. Loại đứt gãy có thể được sử dụng để xác định nguyên nhân gây đứt xích.
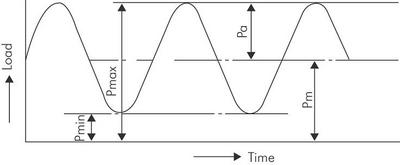
5. Tải trọng tối đa cho phép
Tải trọng tối đa cho phép (M.A.L.) của xích con lăn (không bao gồm Xích thép không gỉ và Xích nhựa kỹ thuật) là giá trị tính từ giới hạn mỏi thấp nhất. Khi tải trọng thấp hơn giá trị này được đặt lặp đi lặp lại lên xích con lăn, sẽ không bao giờ xảy ra hỏng hóc do mỏi.
Tsubaki M.A.L. được xác định sau 10 triệu tải lặp lại thay vì 3 triệu tải lặp lại là Tiêu chuẩn Châu Âu.
Tải trọng tối đa cho phép của Xích thép không gỉ và Xích nhựa kỹ thuật được xác định bởi áp suất bề mặt giữa các chốt và bạc.
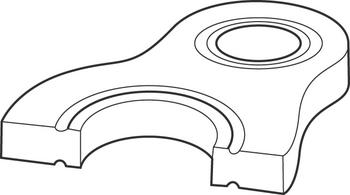
6. Qui trình đúc nguội dạng vòng
Để dễ dàng lắp ráp chốt và má của nối xích là nhíp trượt. Nhìn chung, loại liên kết kết nối này có độ bền mỏi thấp hơn 20% so với bản thân của xích. Tuy nhiên, Tsubaki đã phát triển một quy trình đặc biệt để loại bỏ sự mất sức bền đó và vẫn đáp ứng nhu cầu lắp ráp dễ dàng của khách hàng: quy trình đúc nguội dạng vòng được cấp bằng sáng chế.
Bằng cách áp dụng quy trình đúc nguội dạng vòng đã được cấp bằng sáng chế, Tsubaki tạo ra biến dạng nguội xung quanh lỗ chốt của nối xích. Điều này dẫn đến ứng suất dư xung quanh lỗ chốt và do đó tăng thêm sức mạnh. Bằng cách sử dụng quy trình này, khả năng truyền tải được tăng trở lại 100%.
Tsubaki áp dụng quy trình đúc nguội dạng vòng được cấp bằng sáng chế cho tất cả các nhíp trượt của nối xích.
Đối với các điều kiện khắc nghiệt, Tsubaki đã phát triển dòng Xích Tải Nặng. Các dòng xích tiêu chuẩn này được trang bị các nối xích nhíp trượt phù hợp. Việc lắp đặt khó hơn so với các nối xích tiêu chuẩn.
7. Quá trình đánh bóng bi
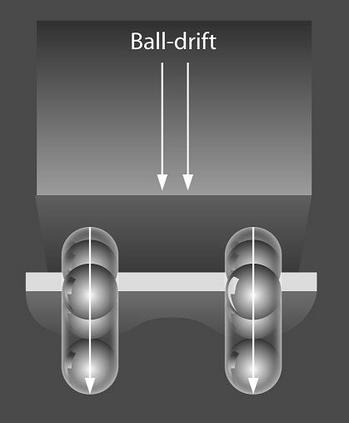
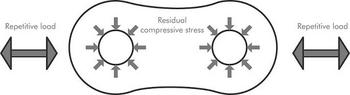
Đánh bóng là quá trình ép một viên bi thép cứng qua một lỗ trên một tấm thép đã tôi cứng. Mục tiêu của quá trình này là tạo ra biến dạng dẻo cục bộ và bổ sung ứng suất nén vào thành lỗ một cách hiệu quả. Bên cạnh đó, quy trình tạo ra các lỗ được kiểm soát chính xác để tạo ra sự phù hợp tối ưu cho sự ép. Cùng với nhau, điều này dẫn đến độ mỏi được cải thiện đáng kể (lên đến 30%).
8. Quy trình Phun Cứng Bề Mặt
Quy trình Phun Cứng Bề Mặt được dùng để tạo ra tầng áp lực nén dư và điều chỉnh những đặc điểm cơ khí của kim loại. Bề mặt được phun kim loại hoặc gốm sứ với một lực đủ để tạo ra biến dạng nhựa. Với hàng Tsubaki, tất cả bộ phận xích cơ bản (trừ chốt pin) đều được phun cứng bề mặt.
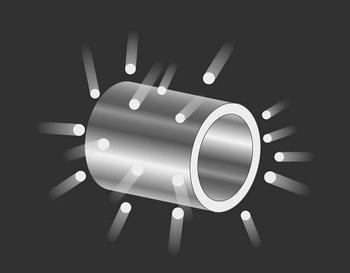
Phun Cứng Bề Mặt làm tăng:
9. Quy trình Trước Tải
Sau khi lắp ráp, Tsubaki luôn cho tải một khối lượng ban đầu, gọi là khối lượng trước tải. Lực trước tải xấp xỉ Tải trọng Tối đa Cho phép và được dùng để đặt nhiều bộ phận xích như chốt pin, ống lót, và má xích. Lợi ích của việc tải trước là nó giảm sự kéo dài xích ban đầu xuống mức tối thiểu. Việc giảm sự kéo dài xích ban đầu xuống mức tối thiểu này làm tăng tuổi thọ phục vụ, do đó việc tải trước rất quan trọng.
